You may believe machining rotors is unprofitable when compared to installing new rotors, but the opposite is true. Labor in a shop does not take up inventory and does not have to be delivered by a parts store. You just have to make it a line item on the repair order instead of giving it away with every brake job.
You may think that installing new rotors eliminates the possibility of a comeback. However, this myth creates more comebacks that it solves. These comebacks often start with blaming the new pads, and ends with the customer 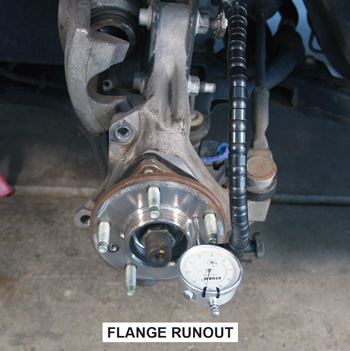 having to return a second or third time until someone pulls out a dial indicator and micrometer.
having to return a second or third time until someone pulls out a dial indicator and micrometer.
Installing new rotors is not a way to avoid having to use a micrometer or dial indicator. For every brake job, you should always measure for runout (rotor and flange) and the dimensions of the rotor before brake service is performed.
After the rotor is resurfaced or a new rotor is installed, the rotor should be measured for runout when it is installed on the vehicle as a quality control method. A new rotor could have excessive runout when it is installed on the vehicle due to a stacking of tolerances.
It has often been said that you should never machine new rotors. But, what if the runout exceeds the manufacturer’s specifications when the new rotor is installed on the vehicle? This is when it is permissible to machine a new rotor with an on-the-car brake lathe. This helps to match the rotors to the hub flange.


EQUIPMENT POSITIONING
For far too long, brake lathes (bench and on-the-car) were pushed to the back of the shop. This can kill productivity. A brake lathe can be a noisy and dirty piece of equipment if not operated properly, but having to walk halfway across the shop a few times can make it a productivity killer. Position your brake lathe where you perform the most brake work.
ADAPTERS AND ACCESSORIES
Not having the right adapters and accessories can be a productivity killer. Having to set up a lathe multiple times for the same rotor, or cutting runout into a rotor due to a mounting error can be very frustrating. Having the right adapters and accessories can speed set up and prevent mistakes.
Rotor movement or vibrations are the enemies of a good cut. Modern adapters, whether cone, chuck or the type found on on-the-car lathes, are designed to contact the bolt area of the rotor all the way around reducing the risk of movement. They also have more mass, which helps to reduce vibrations.
ALWAYS REMOVE THE ROTOR
During every brake job, you should always remove the rotor (non-captured) for two reasons. First, the rotor should be removed to clean up corrosion on the flange and the hat of the rotor. Second, the rotor should be removed to measure runout in the wheel’s flange.
Even if you are using an on-the-car brake lathe, you should always remove the rotor before turning the rotor. Removing the rotor may seem like you are neutralizing the time-savings advantage of an on-the-car lathe, but it is a critical step that can help accentuate this type of lathe’s main advantage — reducing runout and thickness variation.
ALWAYS MEASURE
You may think that you are not paid to measure thickness and runout, but are you paid for a comeback? Even if you install a new rotor, you are setting yourself up for a comeback if you do not measure using a micrometer or dial indicator. Even a “perfect” rotor will have runout if it is put on a flange with runout or corrosion.
CUT IN ONE PASS
Cutting a rotor in one pass is essential for productivity. For non-composite rotors, it is possible to take as much as 0.020″ per side while still having an acceptable finish. However, with a composite rotor or one with hard spots, the depth should be reduced, likely below 0.010″ per side, for a quality finish. In order to remove this much material, it is essential to have sharp bits.
In order to cut a rotor fast, you must go slow with the crossfeed. Cutting too fast will reduce the cut quality and possibly create chatter. A larger diameter rotor will need to turn slower than a small diameter one. Single-speed lathes are set at the slower speed of the largest application they are designed to cut. This is usually around 0.002″ per revolution.
For the speed of the arbor, rules are the same as the crossfeed, the bigger the piece, the slower the feed. Again single pass lathes are set to the slowest speed, typically around 100 rpm.
Being able to measure and machine rotors efficiently is critical for any shop performing brake service. If you do not think you can do it the right way, it is time to invest in equipment and training or get out of the brake business.