Although cylinder head repairs have been a staple of the import repair shop for many years, modern technology has changed the way we should sell and perform cylinder head services. In years past, for example, a cylinder head repair need last only 30,000 or 40,000 miles until the vehicle was retired from service. Today, however, modern metallurgy, oil and gasoline have increased the operating lives of many import engines well past the 200,000-mile mark. If a cylinder head gasket is replaced at 100,000 miles, the engine might be required to perform well for another 100,000 miles or more before it makes its final journey to the salvage yard.
Long-term customer expectations obviously make it more important to sell a quality cylinder head service that restores the engine as close to OE tolerances as possible. With that thought in mind, we’ll delve more deeply into the processes that comprise a quality cylinder head service.
CYLINDER HEAD FAILURE PATTERNS
Cylinder heads are removed for four basic reasons: head gasket failure, valve failure, warpage and cracking. Cylinder head gasket failure is the most common of the four failures because, on a bi-metal engine, an aluminum cylinder head expands about 1.5 times more than does a cast-iron cylinder block as the engine reaches operating temperature. In addition, the aluminum cylinder head is exposed to higher combustion temperatures than the engine block, which causes the head to expand even more than the cooler-running block.
The cylinder head gasket is designed to accommodate the difference in thermal expansion between aluminum and cast iron by allowing the cylinder head to slip a few thousandths of an inch over the gasket surface during each warm-up cycle. Unfortunately, thermal expansion and contraction eventually wears away the surface of the cylinder head gasket. Although import manufacturers are using graphite-based and multi-layer steel (MLS) shim gaskets to reduce head gasket wear, cylinder head gaskets are still vulnerable to failure.
Valve bending is caused by the loss of synchronization between the crankshaft and camshaft when a timing belt or chain breaks on an overhead camshaft (OHC) engine. The result is a complete loss of compression on one or more cylinders. Keep in mind that, due to the “stacking” of manufacturing tolerances, overheating and carbon buildup, valve damage may also occur on some non-interference engines when a timing belt fails.
Warping is caused by the clamping effect of the cylinder head bolts limiting the amount of thermal expansion on the cylinder head. For this reason, aluminum cylinder heads generally warp upward in the center when overheated. Cylinder head warping may also cause the overhead camshaft to seize in its journals and strip the rubber timing belt or shear the locating pins or keys on the camshaft sprockets.
Cylinder head cracking, on the other hand, can be caused by design deficiencies, casting flaws or overheating around the exhaust port area. Cracking is usually limited to specific engine designs and is normally viewed by many technicians as a pattern-failure issue.
CYLINDER HEAD INSPECTION
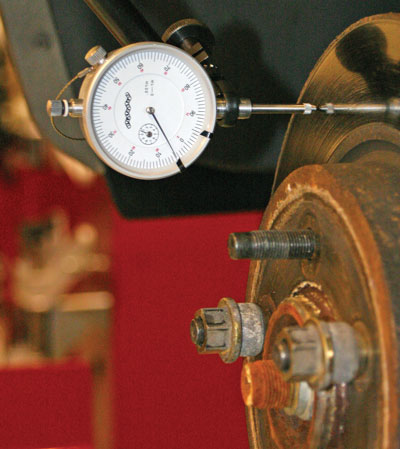
All shops doing cylinder head service should use a machinist’s straight edge to check for diagonal and longitudinal cylinder head warpage. While manufacturers’ specifications are the final word, a rule of thumb is that cylinder head warpage shouldn’t exceed 0.001” per cylinder or, for example, 0.004” on a typical four-cylinder head.
 Although an experienced rebuilder uses a dye test or air pressure test to locate cylinder head cracks, many cracks can be detected in the field by simply looking for the absence of normal carbon accumulation on the piston, combustion chamber or at the exhaust ports. In general, most cracks radiate from the exhaust valve seat or from the water jacket ports into the cylinder head deck area. A well-equipped rebuilder can weld cracks and then bring the camshaft journals into alignment by clamping the cylinder head in a jig. Once mounted in a straightening jig, the head is subjected to a gradual heating and cooling cycle in a specially designed oven. After straightening, new valve guides and valve seats are installed and the head is resurfaced to specification.
Although an experienced rebuilder uses a dye test or air pressure test to locate cylinder head cracks, many cracks can be detected in the field by simply looking for the absence of normal carbon accumulation on the piston, combustion chamber or at the exhaust ports. In general, most cracks radiate from the exhaust valve seat or from the water jacket ports into the cylinder head deck area. A well-equipped rebuilder can weld cracks and then bring the camshaft journals into alignment by clamping the cylinder head in a jig. Once mounted in a straightening jig, the head is subjected to a gradual heating and cooling cycle in a specially designed oven. After straightening, new valve guides and valve seats are installed and the head is resurfaced to specification.
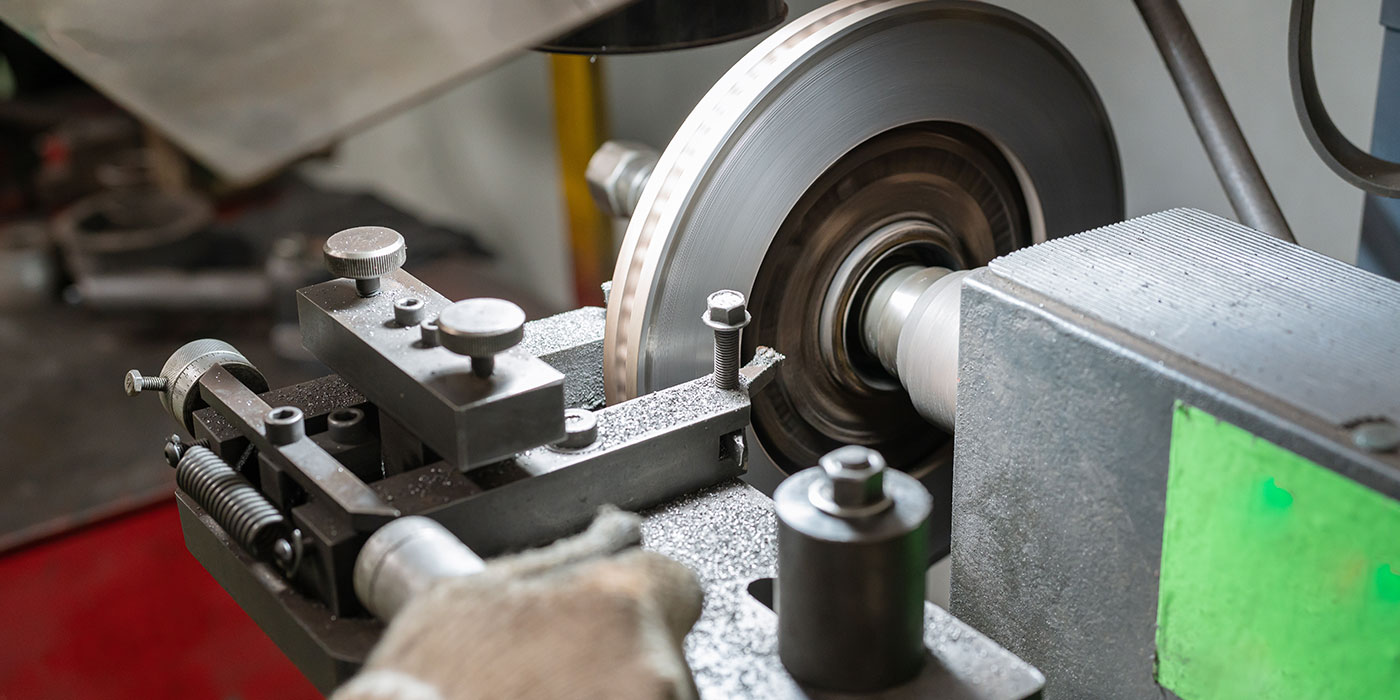
CYLINDER HEAD RESURFACING
As mentioned above, an expanding cylinder head must glide smoothly over the cylinder head gasket during the warmup cycle. Photo 1illustrates a cylinder head that was consuming a new head gasket for each 20,000 miles of operation.
Although the cylinder head gasket imprint on the head doesn’t indicate warpage, the head would basically chafe through the gasket’s stainless steel fire rings surrounding the cylinders.  In Photo 2, a brand-new cylinder head exhibits a polished finish that accommodates slippage between the cylinder head and gasket. The cast-iron engine block shown in Photo 3 is similarly machined to a relatively smooth finish to accommodate modern gasket designs.
In Photo 2, a brand-new cylinder head exhibits a polished finish that accommodates slippage between the cylinder head and gasket. The cast-iron engine block shown in Photo 3 is similarly machined to a relatively smooth finish to accommodate modern gasket designs.
The surface roughness on a cylinder head or engine block deck is indicated by a “roughness average” or Ra number. While cylinder head resurfacing processes are too lengthy to address in this space, the Ra finish on a typical aluminum head ranges from 50 micro inches to less than 20 micro inches. A well-equipped machine shop will measure Ra by using a profilometer, which is an expensive instrument that assigns a numerical value to surface finish.
 COMPRESSION RATIO & CAM TIMING
COMPRESSION RATIO & CAM TIMING
If too much stock is machined from the cylinder head deck, the compression ratio will be increased beyond manufacturers’ specifications. In general, most non-turbocharged engines are built with a maximum 9.5 or 10:1 compression ratio. When compression is increased beyond these limits, detonation may occur when using regular-grade gasoline. Although a detonation sensor will prevent detonation by retarding spark timing, it may also over-compensate by retarding spark timing well below the optimum required for maximum power and fuel economy.
In addition, removing excessive stock from an OHC cylinder head creates slack in the timing belt due to the camshaft and crankshaft centerlines moving closer together. Since the timing belt tensioner rolls the camshaft backward to maintain belt tension, the cam timing becomes retarded. Even a light cut of 0.010-0.020” can retard camshaft timing 4-6 degrees and create a noticeable loss of engine performance. When relatively large amounts of stock can be successfully removed from the cylinder head, most gasket manufacturers will supply a head gasket shim or thicker head gasket to compensate for the stock removal.
 VALVES, SEATS & GUIDES
VALVES, SEATS & GUIDES
Good valve seating is critical for good engine performance. If the valves and seats are refaced correctly, the valve heads will protrude well above the seats as illustrated in Photo 4. If, on the other hand, the valve seats are cut or ground excessively, the valve sinks into the cylinder head, which will tend to limit the engine’s breathing ability. Sunken valves also cause excessive valve stem heights, which, in turn, causes the valve springs to lose their seat pressure. In general, if the valve springs require excessive shimming to reach specified height, the valves and seats need to be replaced. If the valve seats have been cut or ground too wide, the valve face will lose its sealing ability due carbon accumulating on the valve face and seat. Valves ground to a margin of less than 1/32” will tend to overheat and burn. In addition, a valve and seat that has had excessive face stock removed will cause the valve stem height to increase, which, in turn, causes the valve spring to lose tension.
Valve guide clearances are critical because the valve guide keeps the valve face aligned with the valve seat. Excessive valve guide clearance allows excessive volumes of oil to pass through the guides and contaminate the combustion chamber, oxygen sensors and catalytic converters with oil ash. Too little valve guide clearance, on the other hand, may cause the valve to stick in the guide and bend under high loads and engine speeds. Clearances on new valve guides generally run 0.001” for intake valves and 0.0015” for the hotter-running exhaust valves.
In general, a valve should slide on its own weight through the guide, but not exceed the specified amount of lateral travel across the valve seat.