History has proven that there are indeed two certainties in life: death and taxes. But we are part of the lucky few who can add a third and fourth to this list: broken bolts and stripped threads.
They’re always a time- and profit-killer on a job, and if things go wrong during a repair, they can spell disaster. The longer you work as a technician, the more you value your selection of thread repair tools and work to perfect your processes, so we’re tapping into the basics of the subject to keep you on the cutting edge.
Taps
There are quite a few different types of taps, and to make it more confusing, there are even types within types, but for the sake of this article, the most common for automotive and general repair is the straight flute tap. Often considered a “standard” tap, it is primarily what you see in automotive tool catalogs. Other types that fall into different categories are more often related to machining and production, and while size and thread pitch may be the same, they are better suited for the demands and specific processes of the industries in which they are used.
Parts of a Tap
The primary parts of a tap that affect its operation are the lands, the flutes and the chamfer. The cutting teeth are located on the lands, the purpose of the flutes is to allow for chip evacuation during the tapping process and the chamfer, located on the end or tip, is directly related to the type and best use of the tap.
Taper Taps
Taper taps have the largest amount of chamfer, which usually consists of about seven to 10 threads. This chamfer, or the gradual sloping of the lands toward the tip is what gives a taper tap the ability to center itself and easily start and cut new threads into an unthreaded hole. Some taper taps have a pointed end that acts as an additional means for quick centering. This pointed end is primarily designed to be utilized for machine and production use but is also common on smaller diameter taps for easier centering by hand.
Taper taps work great for starting and cutting new threads and are great for through-holes, but their longer chamfer makes them less ideal for blind holes because they will bottom out before they are able to cut the threads deep enough.
If using a taper tap for the purpose of chasing threads (more about this later), use caution because the same chamfer that allows them to easily start new threads can cause them to quickly go crooked and cross-thread an existing hole.
Plug Taps
Plug taps are flat on the end and have less chamfer, only about three to five threads. Plug taps can still start and cut new threads with relative ease, and while they do not start as easily as a taper tap, they have an advantage if they are used for the purpose of chasing threads. A plug tap will follow existing threads with very little chance of getting off-center or cross-threading an existing hole.
Plug taps are the “best of both worlds” for general repair. They can start and cut new threads, they have a lower tendency to cross-thread when used for chasing and when used in a blind hole, they generally cut deep enough for most applications.
Bottoming Taps
Bottoming taps are also flat-ended and have the least amount of chamfer on the end, only about one thread. Bottoming taps are specifically designed for blind holes because they will tap threads all the way to the bottom of the hole. Bottoming taps also work well when used for the purpose of chasing threads because with minimal chamfer there is very little possibility of cross-threading.
Bottoming taps are not designed to start new threads in an unthreaded hole. There is simply not enough chamfer and attempting to use them for this purpose will only yield frustration. When you are tapping a blind hole, always begin with a taper or plug tap, then finish with a bottoming tap.
NPT Taps
National pipe taper or NPT refers to “pipe” threads or threads that themselves are tapered so that they tighten through increased interference as two components are threaded together. The most common automotive examples of this are some drain and fill plugs on transmissions and differentials. Be sure not to confuse a taper tap with an NPT tap. NPT taps are much shorter than standard taps and are only designed to cut these types of “pipe” threads.
Dies
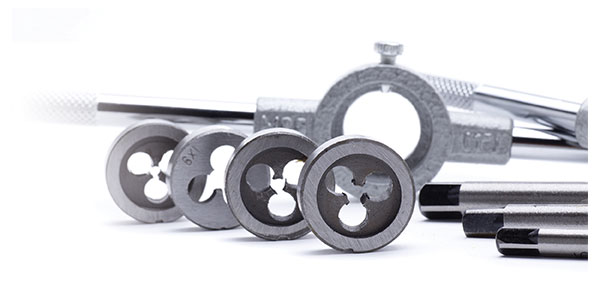
The majority of thread repair we do as technicians involves a hole and you won’t use dies as much unless you’re getting into some machining or fabrication. Generally, if we have a damaged bolt, we’ll just walk over to our hardware selection and get a new one. We do, however, occasionally use them for chasing threads, so here are a few pointers.
Dies have an internal chamfer to make it possible to start them when cutting threads. They have markings on the ends to indicate which side to use for starting.
A unique feature of some dies is a small set screw in the side. This gives you the ability to make slight adjustments in the tightness of the thread. If you are using the die as a thread chaser, it’s a good idea to tighten the set screw and spread the die slightly. This will prevent it from digging into the existing threads, and it is even more important if the bolt has a coating on it. Spreading the die will allow it to clean the threads without scraping off the coating.
Thread Chasers
Now we’ll throw a wrench into all that talk of chasing threads with a tap or die. If thread damage is severe enough, a tap or die will be required for repair, but a thread chaser should always be considered the first option. Thread chasers, in reality, are nothing more than hardened bolts or nuts with a slight chamfer on the end for easy starting and grooves cut in them lengthwise to allow for evacuation of particles removed in the process.
They are sized like a bolt or nut so they won’t change the dimension of the threads you are repairing. They work by scraping and cleaning away rust, burrs or debris in the threads. A tap or die, conversely, has a tendency to grip foreign matter in the threads and as a result cut away additional material, affecting the fit of the fastener and integrity of the threads.
Thread chasers are inexpensive and available for all standard fastener sizes as well as many larger sizes on common applications such as the threads on a CV stub-axle.
Thread Files
Thread files are a great addition to your collection of thread repair tools. Thread files work just like a regular file, but they are eight-sided so any one can be used on eight different thread pitches. Select the pitch you need, lay it onto the threads and push it across. These are particularly useful if the end of a fastener gets bumped by a hammer or other tool, causing a flat spot in one thread. One standard and one metric thread file will cover the majority of most common sizes.
Cutting Fluid
In all types of machining, cutting fluid is used for two reasons: cooling and lubrication. Drilling metal and cutting threads builds heat; on a scientific level, it is the shearing of the atoms of the metal and the friction created by the contact between the cutting tool and the metal that produces the heat.
This is important because as heat builds during these processes, the metal expands, causing size variation and damage to the metal on a molecular level. Using the proper cutting fluid reduces friction and heat, preventing this from occurring. In addition, the use of cutting fluid flushes the metal chips away, preventing additional scratching and surface gouging that can occur when the chips build up and get caught between the tool and the work piece.
There is considerable science in cutting fluid when it comes to machining, but for the purposes of thread repair in the automotive world, it’s a little simpler. Many different brands of cutting/tapping fluids are available in aerosol or spout-type cans and they are blends of mineral oils and synthetic additives that are formulated to work specifically with the most common metals.
Using the Correct Drill Size
Tap sets always list a drill bit to use for the resulting threads to be true to size, and in many cases they call for “numbered” drill bits. The true origin of numbered drill bits I’m not certain of, but nonetheless they are still available. When a tap recommends a numbered drill bit, it will also list “the closest equivalent” fractional and metric size. Be aware that the closest bit in these situations is not exactly the same, and even very minor differences in drill size can affect the cut of the tap and ultimately the strength and performance of the threads. Whenever possible, use the exact size drill bit recommended by the tap manufacturer.
When you consider the fact that torque specifications are directly related to the size and material of a fastener and the threaded component, you can see how repaired threads that vary from the original specifications may not perform properly or last very long.
Technique
The most important aspect of thread repair aside from using the correct tool is to use cutting fluid and keep the chips flushed away, whether cutting new or chasing old threads. Taps and dies have the ability to cut quickly, but this speed is also dependent on a constant heavy stream of cutting fluid that is utilized in machining and production.
For hand cutting, it is best to cut slower and back out of the workpiece as necessary to keep the chips flushed away.
Helicoils

Helicoils are a very effective way to replace the threads in a hole that has been completely stripped or is beyond repair. Using the drill bit and tap that comes with the helicoil set is the only way to ensure proper fit and function of the helicoil insert. It is just as critical to use proper technique and cutting fluid for this process.
Here are few extra tools to consider that will make your thread repair drawer complete:
- Tap sockets allow you to quickly use your favorite ratchet or driver in tight areas.
- Spark plug hole taps
- Ratcheting tap wrenches
If you have any thoughts or comments, feel free to drop me a line a [email protected]. TS